帶鋸條十九種失效現象的分析
來源: 本站 時間:2019-09-26 11:40 :39 字體:[大中小]
帶鋸條十九種失效現象的分析
我們從失效的鋸條的情況也可以大致分析該鋸條鋸切時出現了什么鋸切問題。下面為19種帶鋸失效現象的分析。
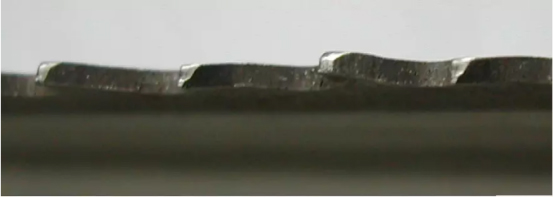
1.齒尖嚴重磨損
磨損部位很平滑,刃尖被磨成圓角。
可能原因:
a)采用了不正確的磨合程序.新雙金屬帶鋸條鋸條開始使用時,用70%的正常線速度和50%的正常進給速度鋸切大約500 cm2的材料,硬質合金帶鋸條磨合時線速度要設定更低。
b)線速度設定過高,導致齒尖發熱加速了鋸條的磨損
c)進給過低導致帶鋸條齒尖發生摩擦磨損。這種現象多發生在鋸切有加工硬化的材料中,比如不銹鋼和工具鋼。鋸切不銹鋼時要盡量選取帶大的正前角的鋸條。
d) 鋸切高硬度的材料。鋸切參數表中推薦的參數主要是針對退火狀態的材料,如果材料通過了調質或者淬火,需要將鋸切的線速度和進給速度調低,具體調低幅度應根據最終材料硬度來確定。
e) 切削液不足或者比例或應用方法不正確。用濃度儀檢查切削液的濃度,保證有充分的切削液。加水時,一定要同時添加切削液,否則冷卻條件、潤滑條件將會發生變化。
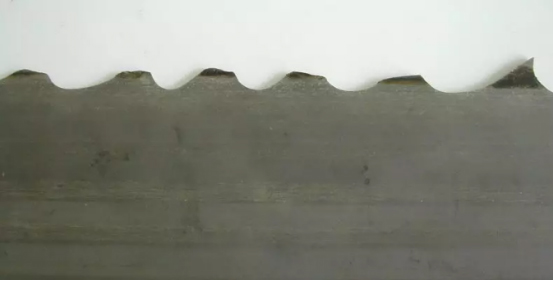
2.靠齒部的背材兩側有嚴重磨損痕跡
可能原因:
a)頂部導向的導向塊(軸承)破損或缺失導致帶鋸條與邊緣導向輪接觸。
b)不正確的邊緣導向輪。
c)背壓輪損壞。
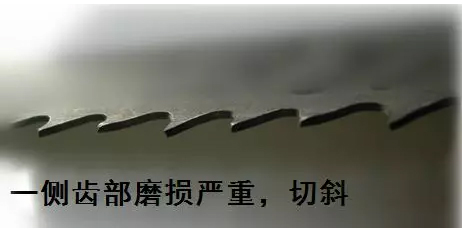
3.一側齒尖磨損
可能原因:
a)鋸輪磨損,鋸條在鋸輪上的運行軌跡不正常。
b)帶鋸條導向塊松弛,或壓力調節不正確。
c) 一側齒尖與鋸床某個部件發生異常的接觸,如鋼絲刷等。
4.齒尖崩齒
可能原因:
a)新鋸條磨合程序不正確。
b)帶鋸條選擇不正確。
c)打開鋸條時方法不正確。
d)工件夾持方式不正確。
e)進給速度過大或進給壓力過大。
f)碰到材料中的硬質點或者材料高硬度的部分。
5.齒尖顏色由于過熱出現發黑現象
可能原因:
a)冷卻不充分(切削液流量不足,應用不正確或者比例不正確)。
b)過高的線速度。
c)進給量過大。
d)鋸條安裝太靠后。
6.掉齒或拉齒
可能原因:
a)磨合程序不正確。
b)鋼絲刷破損或者安裝不正確。
c)過大的進給速度或進給壓力。
d)鋸切時工件未夾緊造成震動過大。
e)工件定位不正確。
f)液壓系統故障。
g)冷卻不充分。
h)工件中有硬質點。
i)不正確的齒距或者齒型選擇。
j)鋸切速度過低造成每齒負荷過大。
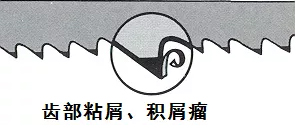
7.齒尖粘屑或者產生積屑瘤
這種情況多是因為切削溫度過高或者切屑和齒尖前角之間的壓力過大引起。切鋁時如果線速度低于300m/min,這是這種材料切削中的正常現象。切鋁要盡量選取大前角的齒形,否則容易造成粘齒。此外,低碳鋼、紫銅、不銹鋼,含鉻量高的退火狀態合金鋼都容易產生這種現象。
可能原因:
a)切削液冷卻不充分或者濃度選擇不對。
b)鋼絲刷損壞或者沒有。
c)進給速度太高,導致切屑與前刀面的壓力過大。
d)切削效率正常情況下選擇了過低的線速度,導致每齒平均負荷過高。
8.齒溝切屑過多
可能原因 :
a)齒距選擇過小,導致排屑不充分。
b)進給速度過高 導致切屑過大。
c)鋼絲刷破損或者沒有投入使用。
d)切削液量不夠或者不正確使用,或濃度不對或切削液種類選擇錯誤。
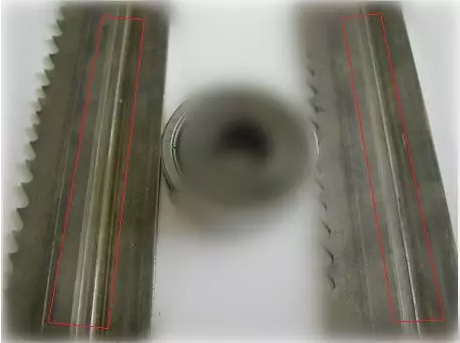
9.背材兩側磨損嚴重
可能原因:
a)側面導向塊破損。
b)側面導向塊壓力調得太大。
c)導向塊部分切削液進入不充分。
d)切削液量不夠或者不正確使用,或濃度不對或切削液種類選擇錯誤。
10.背邊不均勻磨損或有刮擦痕跡
一側磨損靠近齒溝,而另一側則遠離齒溝。
可能原因:
a)導向塊松弛。
b)導向塊損壞。
c)帶鋸條擦到鋸床的某個部位。
d)導向臂距離調得太遠。
e)導向塊處有切屑堆集。
11.帶鋸背體從齒溝開裂
帶體從齒溝處開裂,裂紋延展較慢,以致于中間出現了磨損面。
可能原因:
a)導向輪壓力過高。
b)張力調整過大,建議300N/mm2。
c)導向臂調到了較大位置,如果是因為材料過大的話,建議該材料選擇大一號的鋸床鋸切。
d)鋸架精度不良(聯系鋸床廠家)。
e)導向塊壓得太緊。
f)齒尖磨損過于嚴重,導致無法切直。
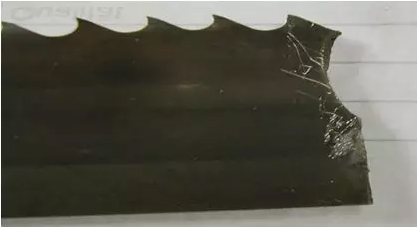
12.帶體開裂
裂口起源帶一定的角度,且無第11條的圖中所顯示磨損平面。
帶體從齒溝開裂,并且裂紋馬上延伸到背邊并造成鋸條短時間斷裂。
可能原因:
a)鋸條有過大的扭轉應力存在。(聯系鋸床廠家)
b)鋸切材料過大導致導向臂靠鋸輪太近。
c)導向臂靠鋸輪太近,雖然材料不大。(導向臂位置應根據材料大小來調整)
d)背壓輪壓力過大。
13.背體從背邊開裂。
裂紋起源附近有磨損痕跡。
可能原因:
a)背壓輪太緊。
b)進給太大。
c)鋸條運行軌跡不正常,可能摩擦到鋸輪止口處。
d)背壓輪損壞。
e)鋸條張力過大。
f)背邊有損傷。
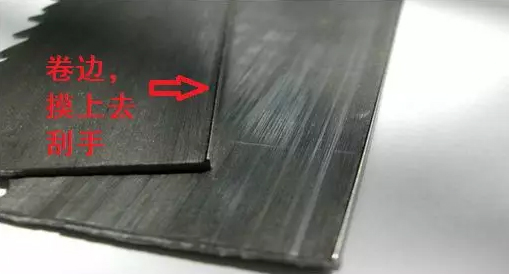
14.背邊卷邊或表面嚴重磨損。
可能原因:
a)進給過高。
b)背壓輪壓力太大。
c)鋸條運行軌跡不正常,可能擦到鋸輪止口。
d)背壓輪破損或者缺陷。
15.對焊口斷裂
可能原因:
對焊口時整個鋸條較脆弱的地方,第11~13條中所列的所有異常情況也都有可能導致對焊口斷裂。
16.用過的鋸條變成“反刀彎”
鋸條出廠后一般會是直的或者出現正刀彎,如果出現很大的刀彎,應為異常情況。國家標準為6m 長,正負25mm為限。
可能原因:
a)導向塊調節太緊,壓到齒溝側。
b)背壓輪壓得太緊。
c)鋸輪損壞導致了帶鋸帶體上出現不均勻的張力。
d)導向臂太靠近鋸輪。
e)進給速度過高。
17.失效后的帶鋸出現異常大的正刀彎。
可能原因:
a)導向塊太緊,壓到了遠離齒溝的背材部位。
b)鋸輪損壞,導致了帶體上出現不均勻的張力。
c)導向臂離工件太遠。
d)進給速度過高。
18.失效的帶鋸條卷曲
可能原因
a)張力過大。
b)造成刀彎變化的原因也同樣可能造成帶鋸扭曲。
c)曲線鋸切中鋸切加工非常小的圓弧。
19. 失效的帶鋸條出現扭曲
可能原因:
a)張力過大。
b)導致刀彎變化的因素也可能導致扭曲。
c)曲線鋸切中鋸切小圓弧。